鄧曉強(qiáng)1戰(zhàn)韜陽1項(xiàng)薇1林文文1余軍合1鄭志鵬1
1.寧波大學(xué)機(jī)械工程與力學(xué)學(xué)院,寧波��,315211
摘要:注塑成型過程中��,塑件尺寸易受多種復(fù)雜因素的耦合影響����。為提高預(yù)測(cè)精度��,提出一種基于時(shí)間卷積網(wǎng)絡(luò)(TCN)-雙向門控循環(huán)單元(BiGRU)-SE注意力機(jī)制(SE)的注塑質(zhì)量預(yù)測(cè)方法(TCN-BiGRU-SE)�。采用TCN-BiGRU-SE網(wǎng)絡(luò)提取時(shí)序數(shù)據(jù)的深層特征��,表征注塑過程中的動(dòng)態(tài)變化���;提取注射和保壓階段的定量特征值及無量綱值�����,堆疊形成三維矩陣��,通過卷積神經(jīng)網(wǎng)絡(luò)(CNN)進(jìn)行降維,捕捉關(guān)鍵階段的變化趨勢(shì)�。通過融合高頻數(shù)據(jù)�、統(tǒng)計(jì)特征與機(jī)器狀態(tài)信息��,構(gòu)建了一個(gè)端到端的深度預(yù)測(cè)模型,以實(shí)現(xiàn)對(duì)塑件質(zhì)量的精確預(yù)測(cè)。在富士康注塑成型數(shù)據(jù)集上進(jìn)行了對(duì)比��、消融實(shí)驗(yàn)和穩(wěn)定性檢驗(yàn)�,并在三類注塑小樣本實(shí)驗(yàn)數(shù)據(jù)集上進(jìn)行了泛化性檢驗(yàn),結(jié)果表明,模型在多項(xiàng)評(píng)價(jià)指標(biāo)上優(yōu)于其他方法��,具有良好的魯棒性和泛化能力�。
關(guān)鍵詞:注塑成型;質(zhì)量預(yù)測(cè);時(shí)序數(shù)據(jù);多特征融合�;深度學(xué)習(xí)
引言
注塑成型是塑料制品制造中最常見的工藝之一�����,全球約40%的塑料制品通過注塑機(jī)加工完成[1]。通過更換模具�����,注塑機(jī)能夠生產(chǎn)出各種復(fù)雜結(jié)構(gòu)的制品�����,廣泛應(yīng)用于汽車����、家電���、航空等領(lǐng)域����。注塑件的質(zhì)量直接關(guān)系到產(chǎn)品的整體性能和使用壽命,注塑成型過程中�,各種工藝參數(shù)�、環(huán)境和人工操作等因素往往相互耦合�����,呈現(xiàn)出顯著的非線性和復(fù)雜性����。這些因素的波動(dòng)可能導(dǎo)致成品尺寸偏差����、形狀不穩(wěn)定等問題��,嚴(yán)重影響產(chǎn)品質(zhì)量�����。目前,產(chǎn)品質(zhì)量檢測(cè)主要依賴于生產(chǎn)完成后的人工抽樣檢測(cè)����。這種事后檢測(cè)方式存在滯后性�����,難以在生產(chǎn)過程中發(fā)現(xiàn)潛在的質(zhì)量問題,導(dǎo)致企業(yè)生產(chǎn)成本增加[2]��。因此�����,對(duì)注塑件質(zhì)量進(jìn)行在線監(jiān)測(cè)至關(guān)重要�。
現(xiàn)代注塑機(jī)通常配備了大量傳感器,能夠?qū)崟r(shí)監(jiān)測(cè)生產(chǎn)過程中的關(guān)鍵工藝參數(shù)����,記錄注塑過程數(shù)據(jù)��,為數(shù)據(jù)驅(qū)動(dòng)的預(yù)測(cè)模型奠定了基礎(chǔ)。目前�����,已有研究使用機(jī)器學(xué)習(xí)的方法構(gòu)建注塑質(zhì)量預(yù)測(cè)模型�����。劉永興等[3]利用輕量級(jí)梯度提升機(jī) (LightGradientBoostingMachine,LightGBM)建立注塑成形尺寸預(yù)測(cè)模型�,并通過加權(quán)修正方法提高了對(duì)超規(guī)尺寸的預(yù)測(cè)精度����。Lockner等[4]使用六種機(jī)器學(xué)習(xí)算法的集合進(jìn)行特征選擇,成功克服了單一模型的局限性��。陳昱等[5]采用三段式特征選擇方法�,通過特征重要度排序篩選關(guān)鍵特征,再使用最大信息系數(shù)(MaximumInformationCoefficient,MIC)評(píng)估特征相關(guān)性����,最后結(jié)合APRIORI算法挖掘與注塑產(chǎn)品質(zhì)量最相關(guān)的特征輸入分類器�,有效提升了注塑產(chǎn)品異常檢測(cè)的準(zhǔn)確性�。然而,上述研究主要依賴于離散的統(tǒng)計(jì)值作為特征,未能充分考慮時(shí)間依賴性和各階段工藝參數(shù)的動(dòng)態(tài)交互,在處理高維和動(dòng)態(tài)數(shù)據(jù)時(shí)存在一定的局限性�。
注塑成型過程的非線性動(dòng)態(tài)特性和時(shí)序依賴性對(duì)質(zhì)量預(yù)測(cè)提出了更高的要求����。工藝參數(shù)如熔體溫度、注射壓力和螺桿速度等隨時(shí)間動(dòng)態(tài)變化,其時(shí)序特征對(duì)制品質(zhì)量有著重要影響����。如果僅使用統(tǒng)計(jì)特征或靜態(tài)參數(shù)��,忽略時(shí)序特征�,可能無法準(zhǔn)確捕捉工藝過程中的動(dòng)態(tài)變化����,導(dǎo)致預(yù)測(cè)精度下降[6]�����。深度學(xué)習(xí)在處理多維時(shí)序數(shù)據(jù)方面展現(xiàn)出顯著優(yōu)勢(shì)��。不同于傳統(tǒng)機(jī)器學(xué)習(xí)����,深度學(xué)習(xí)模型能夠自動(dòng)從原始數(shù)據(jù)中提取多層次特征����,在捕捉復(fù)雜的時(shí)序依賴和非線性關(guān)系時(shí)表現(xiàn)優(yōu)異[7]。研究表明,利用深度學(xué)習(xí)模型對(duì)時(shí)序數(shù)據(jù)進(jìn)行建模,可以更有效地捕捉工藝參數(shù)的動(dòng)態(tài)關(guān)系,提高質(zhì)量預(yù)測(cè)的準(zhǔn)確性�。例如��,Zhou等[8]提出了一種基于長短期記憶網(wǎng)絡(luò)(LongShort-TermMemoryNetwork,LSTM)的工具剩余壽命預(yù)測(cè)方法�����,通過Hilbert-Huang變換提取磨損特征,捕捉變工況下的復(fù)雜時(shí)空關(guān)系,實(shí)現(xiàn)了高精度的壽命預(yù)測(cè)��,并表現(xiàn)出優(yōu)異的適應(yīng)性���。Liang等[9]利用CNN和LSTM的結(jié)合����,開發(fā)了一種電能質(zhì)量預(yù)測(cè)模型,能夠提取時(shí)序數(shù)據(jù)的局部和全局特征�����,實(shí)現(xiàn)了對(duì)主動(dòng)配電網(wǎng)電能質(zhì)量穩(wěn)態(tài)指標(biāo)的高精度預(yù)測(cè)��。針對(duì)注塑質(zhì)量預(yù)測(cè)�,Muaz等[10]提出了一種基于多任務(wù)編碼-解碼(MED)的深度學(xué)習(xí)模型����,通過融合時(shí)間序列和非時(shí)間序列數(shù)據(jù),利用注意力機(jī)制顯著提升了質(zhì)量特性預(yù)測(cè)精度���,其平均均方誤差較基準(zhǔn)模型降低了一個(gè)數(shù)量級(jí)。這些研究表明�,深度學(xué)習(xí)在捕捉復(fù)雜時(shí)序特征及其動(dòng)態(tài)交互方面具有顯著優(yōu)勢(shì)�����,為復(fù)雜工業(yè)場(chǎng)景中的質(zhì)量預(yù)測(cè)提供了有效解決方案。
此外�,借助特征融合方法�����,深度學(xué)習(xí)能將不同來源的特征進(jìn)行有效整合,進(jìn)一步提升模型的預(yù)測(cè)性能����。Xie等[11]提出了一種基于多傳感器融合和CNN的機(jī)械故障診斷方法�,通過主成分分析 (PrincipalComponentAnalysis,PCA),將多傳感器信號(hào)融合為RGB圖像�,用于診斷任務(wù),顯著提高了故障分類的準(zhǔn)確性����。Duan等[12]提出了一種基于多信息融合軸注意力機(jī)制(MFA)和改進(jìn)的多尺度卷積神經(jīng)網(wǎng)絡(luò)(IMSCNN)的滾動(dòng)軸承故障診斷方法���,提高了小樣本和噪聲環(huán)境下的特征提取能力�����,在復(fù)雜工況和強(qiáng)噪聲條件下具備更高的分類準(zhǔn)確性和抗干擾能力���。Ma等[13]提出了一種基于多傳感器和多層信息融合的壓縮機(jī)葉片裂紋檢測(cè)方法,利用循環(huán)平穩(wěn)性相關(guān)度(CyclicallyDependentCorrelationStability,CDCS)進(jìn)行數(shù)據(jù)融合,并結(jié)合多尺度注意力模塊和雙分支1D-CNN進(jìn)行特征提取與融合����,在復(fù)雜工況下顯著提升了裂紋檢測(cè)的準(zhǔn)確性����。錢慶杰[14]提出了一種基于雙層雙向門控循環(huán)單元網(wǎng)絡(luò)(DL-BiGRU)的多特征融合模型,用于注塑件尺寸預(yù)測(cè)�����。該模型融合了高頻時(shí)序特征����、瞬時(shí)特征和成型機(jī)狀態(tài)特征,顯著提升了預(yù)測(cè)精度和穩(wěn)定性�。以上研究證實(shí)了深度學(xué)習(xí)結(jié)合特征融合的有效性��。
已有研究表明����,注射和保壓階段對(duì)注塑件質(zhì)量有顯著影響��。Chen等[15]提出了一種基于拉桿伸長信號(hào)的質(zhì)量監(jiān)控系統(tǒng)���,通過調(diào)整注射速度��、V/P切換點(diǎn)和保壓壓力來提高注塑件的質(zhì)量穩(wěn)定性,發(fā)現(xiàn)注射和保壓階段對(duì)注塑件質(zhì)量影響較大�����。LÓPEZ等[16]通過設(shè)計(jì)實(shí)驗(yàn)方法研究了注塑參數(shù)對(duì)復(fù)雜零件重量質(zhì)量的影響�,實(shí)驗(yàn)結(jié)果表明�����,保壓時(shí)間���、保壓壓力和注射溫度顯著影響零件重量���。因此�,提取注射和保壓階段的統(tǒng)計(jì)特征作為關(guān)鍵補(bǔ)充特征,有助于提升多特征融合模型的預(yù)測(cè)精度。
綜上所述���,深度學(xué)習(xí)模型對(duì)回歸預(yù)測(cè)問題存在一定優(yōu)勢(shì)�����。考慮到深度學(xué)習(xí)模型對(duì)輸入特征有著較高的質(zhì)量要求,不同于以往相關(guān)特征工程研究中的高頻時(shí)序特征、統(tǒng)計(jì)特征、狀態(tài)特征的簡(jiǎn)單拼接融合思路�,為了更高效捕捉關(guān)鍵注塑過程中復(fù)雜的動(dòng)態(tài)變化影響����,本文提出了一種基于TCN-BiGRU-SE的注塑質(zhì)量預(yù)測(cè)模型,引入兩階段特征提取的多源特征融合思路�����,第一階段從高頻傳感器數(shù)據(jù)���、注射和保壓階段統(tǒng)計(jì)特征及機(jī)器狀態(tài)信息中構(gòu)建高質(zhì)量輸入���;第二階段分別對(duì)輸入數(shù)據(jù)進(jìn)行深度特征提取�,保留每類數(shù)據(jù)的獨(dú)特信息���;然后通過特征融合輸入非線性映射層進(jìn)行回歸預(yù)測(cè)�����。為系統(tǒng)全面地驗(yàn)證方法的有效性�����,本文在富士康成型數(shù)據(jù)集上進(jìn)行了模型性能對(duì)比和穩(wěn)定性檢驗(yàn)�����,此外�����,設(shè)計(jì)兩類消融實(shí)驗(yàn)分別驗(yàn)證特征融合策略和各網(wǎng)絡(luò)層對(duì)提升模型性能的作用,并擴(kuò)展到多個(gè)小樣本實(shí)驗(yàn)數(shù)據(jù)集上進(jìn)行泛化性檢驗(yàn)�。這些系列實(shí)驗(yàn)均證實(shí)該方法在多源數(shù)據(jù)融合和時(shí)序特征建模中的優(yōu)勢(shì)���,模型具有較強(qiáng)的穩(wěn)定性和廣泛的適應(yīng)性�����。
1 注塑過程分析
1.1注塑過程基本原理
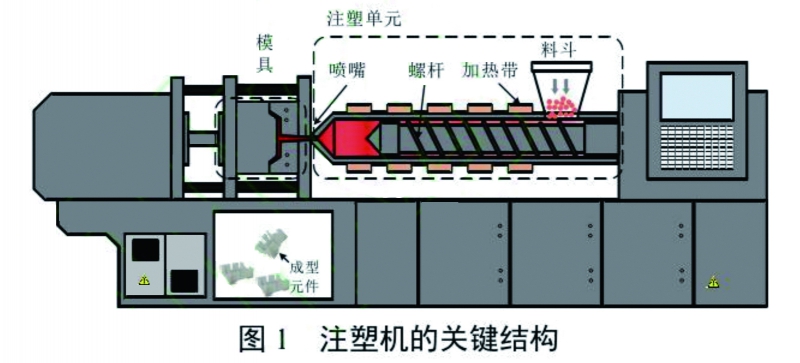
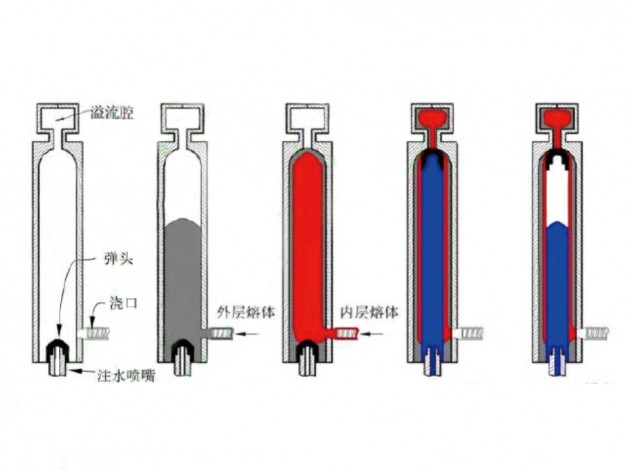
注塑成型是一種高效的塑料加工工藝�,通常通過注塑機(jī)完成�。圖1展示了注塑機(jī)的關(guān)鍵結(jié)構(gòu)。注塑機(jī)主要由料斗��、螺桿����、加熱帶、噴嘴��、模具等部件組成����,注塑機(jī)通過這些部件實(shí)現(xiàn)塑料的加熱、熔融��、注射�、冷卻及制品脫模等完整的成型過程。注塑成型的工作原理可以分為以下幾個(gè)步驟��。首先����,具有熱塑性的塑料顆粒從料斗進(jìn)入螺桿系統(tǒng),螺桿在加熱帶的作用下不斷加熱塑料�����,使其逐漸熔融���。接著��,螺桿通過旋轉(zhuǎn)和軸向前移將熔融狀態(tài)的塑料推送至噴嘴����,在高壓的作用下,從噴嘴注入模具�,逐漸填充模腔。隨后,熔融塑料在模具內(nèi)逐漸冷卻固化�,形成與模具型腔一致的塑料制品����。冷卻完成后,模具打開,成型的制品通過機(jī)械裝置或頂針從模具中取出,成品脫模,重復(fù)下一個(gè)注塑循環(huán)���。整個(gè)注塑成型過程實(shí)現(xiàn)了高效的制造。
1.2數(shù)據(jù)來源及特征分析
1.2.1數(shù)據(jù)來源
數(shù)據(jù)來源于第四屆工業(yè)大數(shù)據(jù)競(jìng)賽注塑成型工藝虛擬測(cè)量,該數(shù)據(jù)集由富士康工業(yè)互聯(lián)網(wǎng)股份有限公司提供�。本文將對(duì)注塑成型過程中的產(chǎn)生的數(shù)據(jù)及特征進(jìn)行具體分析。
現(xiàn)代注塑機(jī)通常會(huì)在模具內(nèi)部安裝多個(gè)傳感器,以實(shí)時(shí)監(jiān)測(cè)生產(chǎn)過程中的關(guān)鍵工藝參數(shù)���。這些傳感器通常具有0.5%~1%的測(cè)量精度��,能夠準(zhǔn)確測(cè)量模內(nèi)壓力、溫度等信息,并記錄大量的生產(chǎn)過程數(shù)據(jù)��。具體可分為以下三類:
(1)高頻數(shù)據(jù)�����、(2)機(jī)器狀態(tài)�、(3)成型產(chǎn)品的質(zhì)量(標(biāo)簽)�。不同類型的部分特征說明如表1所示。機(jī)器狀態(tài)數(shù)據(jù)通常反映設(shè)備的運(yùn)行效率和生產(chǎn)周期中的關(guān)鍵節(jié)點(diǎn)����,幫助分析生產(chǎn)過程是否順暢并檢測(cè)潛在的設(shè)備故障,值是離散的。質(zhì)量標(biāo)簽(如尺寸、重量等)則直接體現(xiàn)了成品的精度和質(zhì)量,是評(píng)估注塑工藝好壞的核心標(biāo)準(zhǔn)����,值是離散的�。高頻數(shù)據(jù)反映工藝參數(shù)的實(shí)時(shí)變化情況��,一般由高頻傳感器通過一定頻率進(jìn)行采集����,值是連續(xù)且高維的時(shí)間序列�。
雖然機(jī)器狀態(tài)等非時(shí)間序列的數(shù)據(jù)在質(zhì)量建模中也能提供較好的準(zhǔn)確性,但它們無法捕捉生產(chǎn)周期內(nèi)的動(dòng)態(tài)變化。生產(chǎn)過程中的微小波動(dòng)常常對(duì)成品的最終質(zhì)量產(chǎn)生深遠(yuǎn)影響����,忽視這些動(dòng)態(tài)可能導(dǎo)致模型錯(cuò)失關(guān)鍵信息�����,從而影響預(yù)測(cè)的精度。因此���,深入挖掘和分析高頻數(shù)據(jù),能構(gòu)建更為精準(zhǔn)的質(zhì)量預(yù)測(cè)模型��,優(yōu)化生產(chǎn)過程����,提升產(chǎn)品質(zhì)量和生產(chǎn)穩(wěn)定性。
1.2.2傳感器高頻特征分析
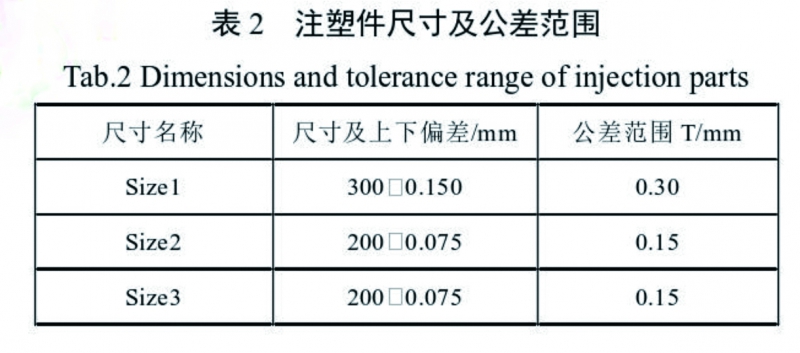
在注塑成型過程中�����,高頻傳感器記錄了聚合物從固態(tài)到熔融狀態(tài)的動(dòng)態(tài)轉(zhuǎn)變����。壓力和溫度曲線反映了熔體從噴嘴注入模腔的全過程,對(duì)于模型預(yù)測(cè)微小偏差的質(zhì)量標(biāo)簽至關(guān)重要。注塑數(shù)據(jù)集提供了產(chǎn)品三個(gè)關(guān)鍵部位的尺寸及上下偏差,見表2��。隨機(jī)抽取一個(gè)合格產(chǎn)品和不合格產(chǎn)品�,繪制溫度、壓力隨工序和時(shí)間變化的過程,對(duì)注塑過程進(jìn)行具體分析,如圖2所示。圖中,P是模內(nèi)壓力��,T是模內(nèi)溫度,D為實(shí)際螺桿位置。
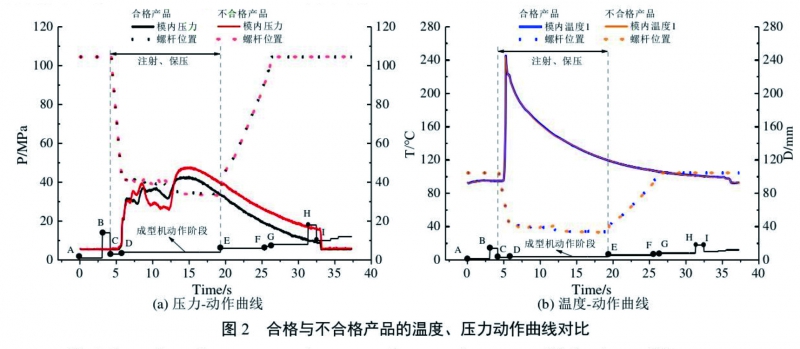
點(diǎn)A到點(diǎn)B為合模階段��,此時(shí)螺桿位置和模腔內(nèi)壓力��、溫度保持不變,動(dòng)模和定模逐步合攏直至完全閉合�;點(diǎn)B到點(diǎn)C為中子進(jìn)入階段�,中子進(jìn)入模具內(nèi)并定位,以形成復(fù)雜的產(chǎn)品幾何結(jié)構(gòu)�����,螺桿位置開始移動(dòng)����,模腔內(nèi)壓力、溫度逐漸上升�;點(diǎn)C到點(diǎn)D為注射填充階段���,螺桿按照給定速度移動(dòng)����,熔體由噴嘴迅速進(jìn)入澆口并填充模腔�,模腔內(nèi)壓力傳感器讀數(shù)開始變化���,由于熔體接觸模具壁�����,溫度傳感器讀數(shù)迅速升高,達(dá)到最大值�����;點(diǎn)D到點(diǎn)E為保壓階段,螺桿以給定速度緩慢移動(dòng)����,模內(nèi)壓力在前半段呈現(xiàn)先升后降再升的趨勢(shì),這是由于熔融塑料快速填充模具型腔���,當(dāng)型腔接近充滿時(shí),流動(dòng)速度減慢���,壓力有所下降,隨著塑料開始冷卻和收縮�����,模具內(nèi)需要增加保壓壓力來補(bǔ)償收縮和變形���,確保產(chǎn)品的形狀和尺寸穩(wěn)定����,之后產(chǎn)品逐漸成型�,當(dāng)保壓壓力達(dá)到最大設(shè)定值后�,螺桿停止移動(dòng)直到保壓結(jié)束,模內(nèi)壓力開始下降�����,由于長時(shí)間的保壓過程��,熔體逐漸冷卻導(dǎo)致膜內(nèi)溫度下降�;點(diǎn)E到點(diǎn)F為熔膠階段�����,螺桿逐漸回退并開始新一輪熔融塑料的準(zhǔn)備�,此時(shí)模腔內(nèi)壓力、溫度迅速下降����;點(diǎn)F到點(diǎn)G為后松退階段,螺桿回退到初始位置,釋放壓力�,為下一次注塑循環(huán)做準(zhǔn)備�;點(diǎn)G到點(diǎn)H為冷卻階段���,模腔內(nèi)的塑料冷卻固化��,形成最終產(chǎn)品����,模腔內(nèi)壓力逐漸下降�;點(diǎn)H到點(diǎn)I為中子返回階段�����,冷卻完成后中子回到初始位置;點(diǎn)I之后為開模-頂出階段,模具打開����,頂出系統(tǒng)將塑料制品頂出模腔�,完成一個(gè)注塑循環(huán)�����。
通過對(duì)比合格與不合格產(chǎn)品的壓力與溫度曲線�����,可以明顯看出合格產(chǎn)品和不合格產(chǎn)品的壓力、溫度差異。在注射和保壓階段��,合格產(chǎn)品的模內(nèi)壓力變化曲線更加穩(wěn)定���,模內(nèi)壓力升降較為平穩(wěn)�����,溫度曲線呈均勻的降溫過程�����,有助于材料的均勻冷卻,確保成型的精度����。不合格產(chǎn)品的壓力則波動(dòng)較大��,而模內(nèi)壓力的異常變化可能導(dǎo)致材料流動(dòng)不均�,進(jìn)而影響成品尺寸的穩(wěn)定性��。除注射�����、保壓階段外的其余動(dòng)作階段的壓力則無明顯差異。抽取合格產(chǎn)品的3個(gè)部位尺寸分別為300.026mm、199.962mm�、199.979mm,而不合格產(chǎn)品3個(gè)部位的尺寸分別為300.3mm����、199.915mm���、199.082mm,兩者差值分別為-0.274mm�����、0.047mm�����、0.897mm,表明注射���、保壓階段對(duì)成品質(zhì)量有直接影響�����。
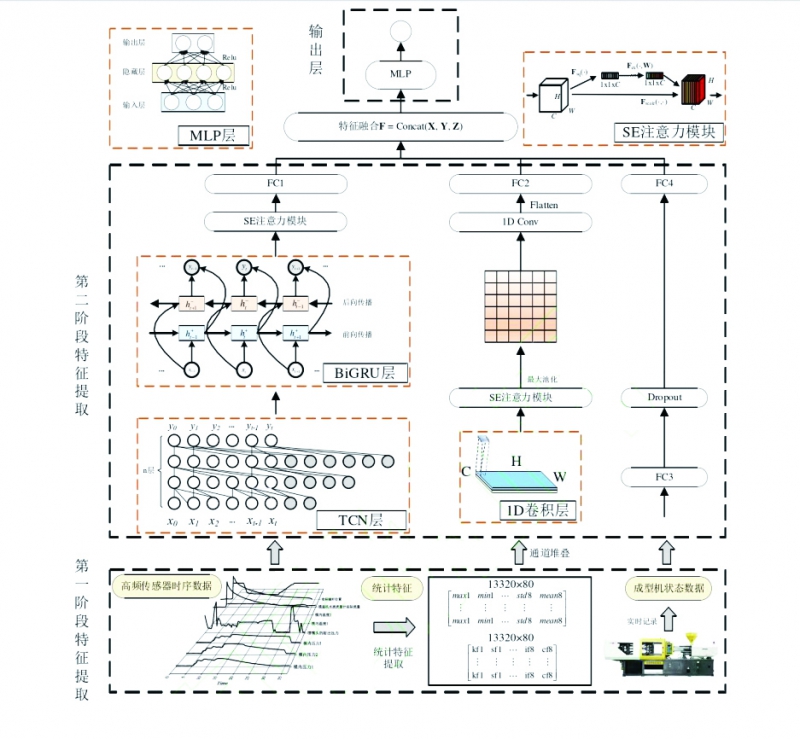
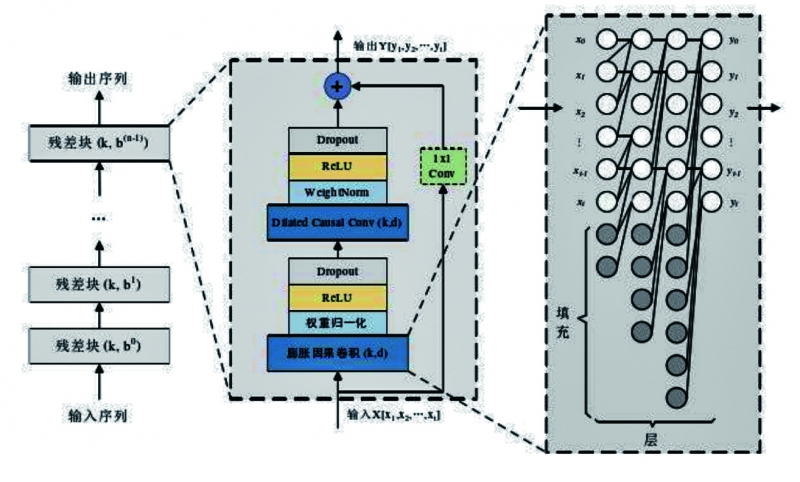
圖3基于TCN-BiGRU-SE多特征融合的注塑質(zhì)量預(yù)測(cè)模型
全動(dòng)作階段的時(shí)序特征提取有助于捕捉生產(chǎn)過程中的動(dòng)態(tài)變化��,并準(zhǔn)確反映整個(gè)生產(chǎn)周期的質(zhì)量變化����。而以上分析表明注射和保壓階段對(duì)產(chǎn)品質(zhì)量的影響顯著,且兩階段加工時(shí)間約占整個(gè)注塑循環(huán)的40%���。因此��,提取注射�、保壓階段的統(tǒng)計(jì)特征作為補(bǔ)充特征����,可提升模型對(duì)細(xì)微質(zhì)量差異的敏感性,使模型對(duì)微小差異標(biāo)簽的預(yù)測(cè)更為準(zhǔn)確��。
2 基于TCN-BiGRU-SE的注塑質(zhì)量預(yù)測(cè)模型
為了滿足注塑質(zhì)量預(yù)測(cè)任務(wù)對(duì)高精度的要求�,提出了一種基于時(shí)間卷積網(wǎng)絡(luò)(Temporal ConvolutionalNetwork,TCN)-雙向門控循環(huán)單元 (BidirectionalGatedRecurrentUnit,BiGRU)-SE注意力機(jī)制(Squeeze-and-Excitation,SE)的注塑質(zhì)量預(yù)測(cè)模型(TCN-BiGRU-SE)。如圖3所示���,該模型主要由三部分組成:第一階段特征提取、第二階段深度特征提取以及輸出層�����。第一階段的特征提取主要由高頻數(shù)據(jù)抽樣�、統(tǒng)計(jì)特征提取�����、機(jī)器狀態(tài)數(shù)據(jù)清洗構(gòu)成����。第二階段通過深度學(xué)習(xí)模型對(duì)各類特征進(jìn)行深入提取,之后�����,將不同來源的特征進(jìn)行融合�。最終,深度融合特征經(jīng)過多層感知機(jī)(MultilayerPerceptron,MLP)進(jìn)行非線性映射�,得到預(yù)測(cè)輸出����。
2.1第一階段特征提取
在第一階段����,針對(duì)三種不同來源的數(shù)據(jù)進(jìn)行相應(yīng)的預(yù)處理,為第二階段的深度特征提取提供高質(zhì)量的特征輸入�。
(1)高頻傳感器時(shí)序特征:由于傳感器采集的數(shù)據(jù)是長時(shí)間序列��,將其完整輸入模型處理會(huì)導(dǎo)致計(jì)算復(fù)雜度過高。因此�,采取了基于時(shí)間窗口的抽樣方法�,選取128個(gè)關(guān)鍵數(shù)據(jù)點(diǎn)作為樣本�,以保留生產(chǎn)過程中的動(dòng)態(tài)變化同時(shí)減少計(jì)算量。
(2)統(tǒng)計(jì)特征:針對(duì)注射和保壓這兩個(gè)關(guān)鍵階段�����,提取統(tǒng)計(jì)特征�。除了定量特征值(最大值、最小值、均方根、平均值和標(biāo)準(zhǔn)差)外�,還提取了無量綱指標(biāo)(峰度因子��、偏度因子�、波形因子、沖量因子和間隙因子)。與傳統(tǒng)特征拼接方式不同,本研究將定量統(tǒng)計(jì)特征與無量綱指標(biāo)進(jìn)行通道拼接����,構(gòu)建三維特征矩陣�����,以便通過CNN進(jìn)行高效的降維處理。
(3)成型機(jī)狀態(tài)特征:狀態(tài)特征為離散值,只需進(jìn)行常規(guī)的數(shù)據(jù)清洗處理�����,如異常值剔除和缺失值填補(bǔ)�,以確保數(shù)據(jù)質(zhì)量。
2.2第二階段特征提取
在第二階段,通過構(gòu)建多種深度特征提取模型����,對(duì)第一階段預(yù)處理后的數(shù)據(jù)進(jìn)行進(jìn)一步的特征提取�����。
(1)時(shí)序特征由TCN-BiGRU-SE模塊提取。首先����,時(shí)序數(shù)據(jù)輸入TCN�。TCN由兩種卷積形式組合:因果卷積和膨脹卷積���。通過因果卷積保證模型在預(yù)測(cè)時(shí)僅依賴過去信息��,避免未來信息干擾�;同時(shí)��,膨脹卷積擴(kuò)大感受野,使其能夠有效捕捉長時(shí)間的依賴特征�,使每個(gè)時(shí)序特征能夠完整表達(dá)獨(dú)特的時(shí)序關(guān)系���。接著��,TCN提取的特征進(jìn)一步輸入至BiGRU,通過雙向處理路徑同時(shí)捕捉前向和后向的依賴信息,增強(qiáng)對(duì)復(fù)雜時(shí)序特征的理解與表達(dá)�����。隨后��,BiGRU提取的特征傳遞至SE注意力機(jī)制�,SE注意力機(jī)制通過全局加權(quán)對(duì)各通道特征進(jìn)行自適應(yīng)調(diào)整,突出關(guān)鍵通道特征�����,優(yōu)化特征表示的有效性��,使模型能學(xué)習(xí)到最重要的特征��。最后,將提取的時(shí)序特征通過一層全連接層(FullyConnected,FC)進(jìn)行非線性降維����,確保高頻傳感器時(shí)序特征中的關(guān)鍵動(dòng)態(tài)變化被精準(zhǔn)捕捉�����,同時(shí)便于后續(xù)的特征融合操作。
(2)統(tǒng)計(jì)特征的提取主要通過CNN和SE注意力機(jī)制進(jìn)行處理��。由于不涉及時(shí)序信息�����,且兩類統(tǒng)計(jì)特征在通道上堆疊形成三維矩陣,因此使用簡(jiǎn)單的CNN即可完成特征提取操作����。首先��,特征經(jīng)過一維卷積層(1DConv),高效提取局部模式并減少維度,確保計(jì)算效率�����。接著�,特征進(jìn)入SE注意力機(jī)制,通過自適應(yīng)調(diào)整通道權(quán)重�����,增強(qiáng)關(guān)鍵特征的表達(dá)��。隨后����,再使用一層1DConv細(xì)化局部模式的提取�����,增強(qiáng)對(duì)特征的建模表現(xiàn)����。最后���,特征被展平并傳遞至FC2層進(jìn)行處理�����。此流程避免了特征直接展平并通過全連接層降維帶來的高計(jì)算開銷,同時(shí)保留統(tǒng)計(jì)特征的核心信息。
(3)成型機(jī)狀態(tài)特征由于其離散性和低維性,采用兩層FC(FC3,4)進(jìn)行降維��,隨后傳遞至特征融合階段����。
各深度學(xué)習(xí)模型的機(jī)制及介紹將在后文闡述。此外,模型將采用Huber損失函數(shù)����,以兼顧小誤差下的精確擬合和大誤差下的魯棒性��。
2.2.1TCN網(wǎng)絡(luò)
TCN[17]是一種針對(duì)序列數(shù)據(jù)設(shè)計(jì)的神經(jīng)網(wǎng)絡(luò)結(jié)構(gòu),主要特點(diǎn)是結(jié)合了因果卷積和膨脹卷積。TCN通過因果卷積確保在預(yù)測(cè)當(dāng)前值時(shí),只依賴于過去的信息���,避免未來信息的干擾。通過膨脹卷積使網(wǎng)絡(luò)能夠在不顯著增加參數(shù)的情況下,擴(kuò)大其感受野��,捕捉更長距離的數(shù)據(jù)依賴����,有效處理長序列數(shù)據(jù)�。TCN層的計(jì)算公式如下:
式中���,xt表示輸入序列���,yt表示輸出序列���,W為卷積核的權(quán)重�����,b為偏置項(xiàng)����,K是卷積核的大小�,d代表膨脹因子����,ReLU是非線性激活函數(shù)。
TCN通過引入隨機(jī)失活(Dropout)和權(quán)重歸一化(WeightNorm)技術(shù),提高了模型的穩(wěn)定性與泛化能力���。Dropout隨機(jī)丟棄神經(jīng)元,以減少對(duì)特定數(shù)據(jù)點(diǎn)的依賴���,防止過擬合;WeightNorm則解決梯度爆炸問題���,加速訓(xùn)練過程。如圖4所示����,TCN由多層殘差連接的膨脹卷積層組成��,每層的膨脹因子逐步增大,擴(kuò)展感受野��,從而捕捉更長的時(shí)間依賴信息���。殘差連接用于緩解深層網(wǎng)絡(luò)的梯度消失問題��,確保信息跨層傳遞����,并加速模型的收斂��。
圖 4 TCN網(wǎng)絡(luò)
2.2.2 BiGRU網(wǎng)絡(luò)
GRU[18]是一種高效的循環(huán)神經(jīng)網(wǎng)絡(luò)�����,通過更新門和重置門保留長依賴信息���,同時(shí)降低計(jì)算復(fù)雜度����。BiGRU進(jìn)一步增強(qiáng)了模型對(duì)正反向依賴關(guān)系的捕捉能力,通過同時(shí)處理正向和反向的輸入序列����,能夠有效地獲取序列的前向和后向信息����,如圖5所示�����。通過將正向和反向GRU單元的輸出拼接�����,BiGRU能夠在每個(gè)時(shí)間步上綜合前后文信息,從而提高模型對(duì)復(fù)雜時(shí)序特征的建模能力�。其工作機(jī)制可表示為:
式中��,ht表示正向GRU在時(shí)間步t的隱藏狀態(tài)��,ht表示反向GRU在時(shí)間步t的隱藏狀態(tài),xt為輸入序列在時(shí)間步t的輸入�,ht為正向和反向隱藏狀態(tài)的拼接結(jié)果�。
2.2.3SE注意力機(jī)制
SE注意力機(jī)制[19]通過對(duì)卷積網(wǎng)絡(luò)的特征圖進(jìn)行通道的重標(biāo)定�����,有效提升了模型對(duì)關(guān)鍵特征的捕捉能力����。如圖6所示�����,該機(jī)制通過全局平均池化操作,將每個(gè)通道的空間信息壓縮為通道描述符z,隨后��,利用兩層全連接網(wǎng)絡(luò)對(duì)zc進(jìn)行非線性變換:第一層通過ReLU函數(shù)降維��,第二層通過Sigmoid函數(shù)恢復(fù)維度并生成每個(gè)通道的權(quán)重���。通過這一機(jī)制��,SE自適應(yīng)地對(duì)各通道的重要性進(jìn)行加權(quán),從而增強(qiáng)模型對(duì)顯著特征的響應(yīng)能力����。其數(shù)學(xué)計(jì)算公式如下:
式中�����,xi,j,c表示特征圖在通道位置(i,j)的處的值,H�、W是特征圖的高和寬��;W?和W?是全連接層的權(quán)重矩陣,b?�����、b?為偏置項(xiàng)��,σ表示Sigmoid函數(shù)���,ReLU為非線性激活函數(shù)����。
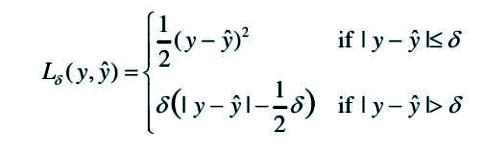
2.2.4Huber損失函數(shù)
Huber損失函數(shù)特別適用于標(biāo)簽值差距較小的回歸任務(wù)�。在注塑工藝中��,產(chǎn)品質(zhì)量的變化范圍通常較小���,要求模型需要有較高的預(yù)測(cè)精度����。Huber損失函數(shù)在誤差較小時(shí)采用平方損失���,以確保模型對(duì)小誤差的精細(xì)擬合����;當(dāng)誤差較大時(shí),損失函數(shù)切換為線性損失形式,從從而降低異常值的影響�����。其計(jì)算公式為:
式中���,y為真實(shí)值��,y為預(yù)測(cè)值����,δ為閾值���。
2.3多特征融合與輸出層
在完成時(shí)序特征、統(tǒng)計(jì)特征以及成型機(jī)狀態(tài)特征的深度提取后,通過拼接操作融合不同類型特征的深度表征:
圖 5 BiGRU結(jié)構(gòu)
圖 6 SE注意力機(jī)制結(jié)構(gòu)
式中��,X��、Y、Z為提取的時(shí)序����、統(tǒng)計(jì)和成型機(jī)狀態(tài)特征��。
在輸出層中,融合后的深度特征矩陣傳遞到MLP,通過若干全連接層結(jié)合ReLU激活函數(shù)進(jìn)行非線性映射,最終生成預(yù)測(cè)結(jié)果�����。
3 實(shí)驗(yàn)結(jié)果與分析
為驗(yàn)證所提出方法的有效性�����,本節(jié)將通過實(shí)驗(yàn)進(jìn)行系統(tǒng)評(píng)估���。主要內(nèi)容為所用數(shù)據(jù)集介紹���、超參數(shù)設(shè)置����、模型的性能對(duì)比與穩(wěn)定性分析���、消融實(shí)驗(yàn)以及泛化性檢驗(yàn)����,全面評(píng)估模型的表現(xiàn)。
3.1數(shù)據(jù)集介紹
研究使用了兩個(gè)注塑數(shù)據(jù)集����,分別用于模型驗(yàn)證和泛化性檢驗(yàn)����。
模型驗(yàn)證使用第四屆工業(yè)大數(shù)據(jù)競(jìng)賽的注塑成型數(shù)據(jù)集�,共16600模次的數(shù)據(jù)記錄�����。該數(shù)據(jù)集包含多種高頻傳感器采集的1562~1672維時(shí)序信息�����、機(jī)器狀態(tài)數(shù)據(jù)和質(zhì)量標(biāo)簽。數(shù)據(jù)集按照8:2的比例劃分為訓(xùn)練集和測(cè)試集���,用于模型訓(xùn)練和評(píng)估。
泛化性檢驗(yàn)使用來自Bogedale等[20]提供的注塑實(shí)驗(yàn)數(shù)據(jù)�。實(shí)驗(yàn)在德國Allrounder520E1500-800注塑機(jī)上進(jìn)行����,采用人為干擾變量(如料筒溫度���、模具溫度�����、注射流量等)誘導(dǎo)不同的過程狀態(tài)����,以模擬實(shí)際的工業(yè)生產(chǎn)環(huán)境�。實(shí)驗(yàn)共收集了三類不同產(chǎn)品的注塑數(shù)據(jù),用于評(píng)估模型在多變生產(chǎn)條件下的泛化能力���。其中一個(gè)為外殼產(chǎn)品 (1167模次),其余為堆疊箱產(chǎn)品(829、1332模次),兩個(gè)堆疊箱數(shù)據(jù)集是在不同工藝條件下生產(chǎn)的����。數(shù)據(jù)集包含2個(gè)(注射流量�、注射壓力)高頻傳感器采集的2048維時(shí)序信息�����、機(jī)器狀態(tài)和質(zhì)量標(biāo)簽����。同樣以8:2的比例劃分為訓(xùn)練集和測(cè)試集�,用于模型訓(xùn)練和評(píng)估。
3.2模型超參數(shù)設(shè)置
所有程序均基于TensorFlow2.10深度學(xué)習(xí)框架在Python平臺(tái)上實(shí)現(xiàn)���,運(yùn)行環(huán)境為Windows11操作系統(tǒng),硬件配置包括3.40GHz的IntelCorei7-14700KFCPU�、8GB顯存的NVIDIAGeForceRTX4060GPU以及32GB的運(yùn)行內(nèi)存����。采用Adam優(yōu)化器訓(xùn)練模型�����,模型的batch_size設(shè)置為64,epoch為400,學(xué)習(xí)率為0.001,損失函數(shù)選用Huberloss��。超參數(shù)優(yōu)化通過貝葉斯算法完成,具體模型參數(shù)設(shè)置見表3。
3.3模型對(duì)比與穩(wěn)定性檢驗(yàn)
3.3.1評(píng)價(jià)指標(biāo)
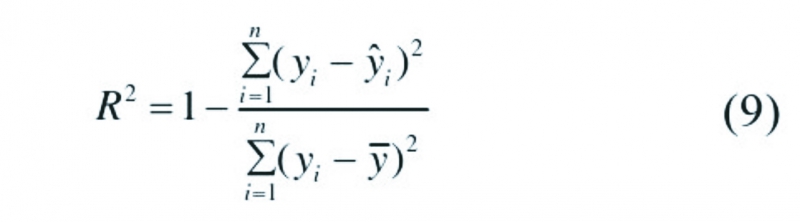
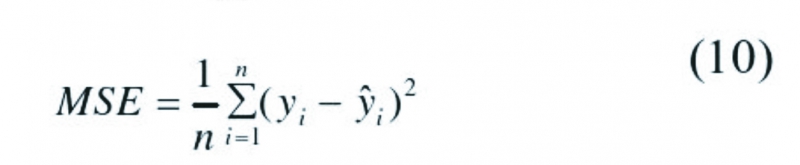
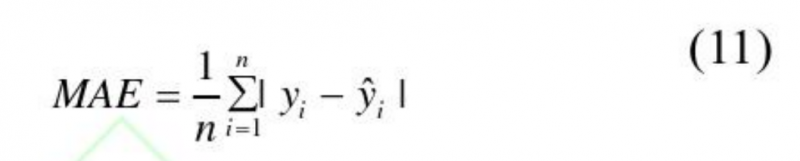
研究以注塑件尺寸為預(yù)測(cè)目標(biāo)����,屬于典型的回歸任務(wù)�����。為全面評(píng)估模型性能,選擇如下3個(gè)的評(píng)價(jià)指標(biāo):決定系數(shù)(R²)�����、均方誤差(MSE)以及平均絕對(duì)誤差(MAE),計(jì)算公式如下:
式中�,yi為真實(shí)值���,yi為預(yù)測(cè)值�����,y為真實(shí)值的均值����,n為為樣本數(shù)�。
3.3.2對(duì)比實(shí)驗(yàn)
為了驗(yàn)證所提出的TCN-BiGRU-SE多特征融合模型在注塑件尺寸預(yù)測(cè)中的性能,選取常用的傳統(tǒng)機(jī)器學(xué)習(xí)模型(支持向量回歸(SVR)����、極限梯度提升(XGBoost)��、LightGBM,以及常見的時(shí)序提取模型(MLP、LSTM��、GRU���、Transformer��、CNN-GRU和CNN-LSTM)模型作為對(duì)比基準(zhǔn)���。
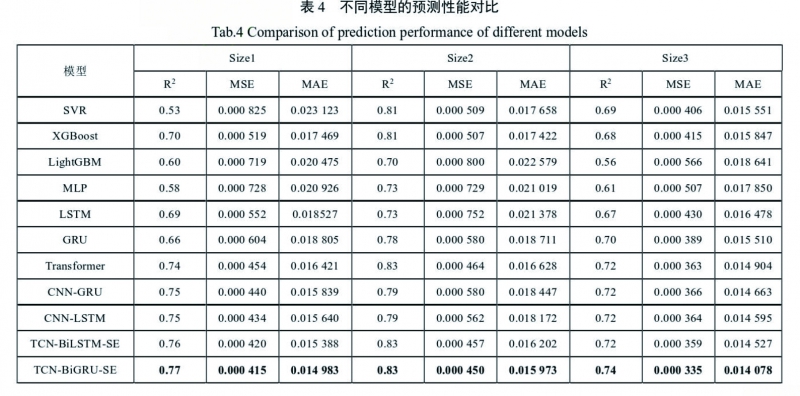
由于傳統(tǒng)機(jī)器學(xué)習(xí)模型不能直接提取時(shí)序特征��,故提取時(shí)序特征的統(tǒng)計(jì)值(均值、標(biāo)準(zhǔn)差等),使特征粒度統(tǒng)一,并通過相關(guān)性系數(shù)和多模型平均重要度進(jìn)行兩步特征篩選,選取最重要的12維特征(膜內(nèi)溫度均值�、壓力標(biāo)準(zhǔn)差等)作為機(jī)器學(xué)習(xí)模型的輸入���。模型進(jìn)行多次獨(dú)立訓(xùn)練和測(cè)試,結(jié)果取均值����。表4展示了各模型在Size1�����、Size2和Size3的具體預(yù)測(cè)結(jié)果��。
表4可看出,TCN-BiGRU-SE模型表現(xiàn)優(yōu)異���。所提出的模型在3個(gè)尺寸的預(yù)測(cè)上均取得了最高的R2和最低的MSE、MAE���。與表現(xiàn)最好的傳統(tǒng)機(jī)器學(xué)習(xí)模型XGBoost相比,所提出模型在Size1�����、Size2和Size3上的MSE分別降低了20.0%��、11.2%和19.3%;與常用時(shí)序提取模型GRU對(duì)比��,分別降低了31.3%、22.4%和13.9%;與一些較為先進(jìn)的組合模型(CNN-GRU����、Transformer等)相比也有所提升���。這表明所提出的模型具有良好的預(yù)測(cè)性能��。TCN-BiLSTM-SE與TCN-BiGRU-SE的效果相近,LSTM可以處理可變長輸入�,在處理復(fù)雜時(shí)序數(shù)據(jù)時(shí)有優(yōu)勢(shì)���,但計(jì)算成本較高。在資源有限的情況下��,TCN-BiGRU-SE是更高效的選擇�����。
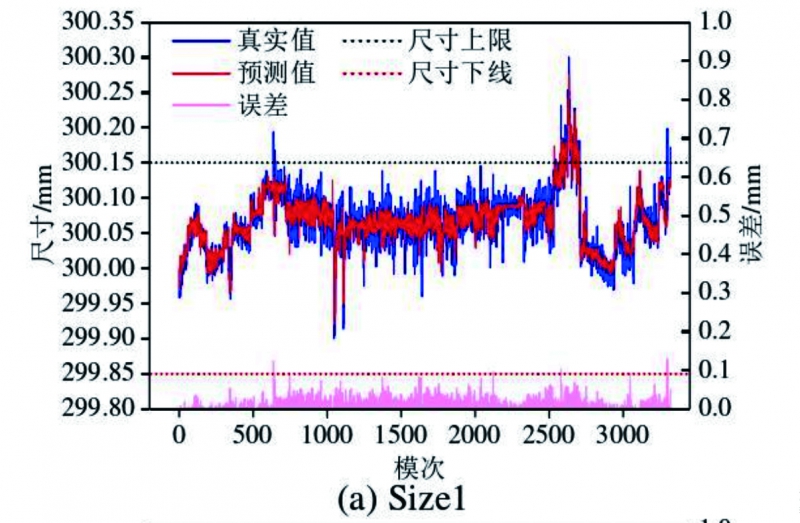
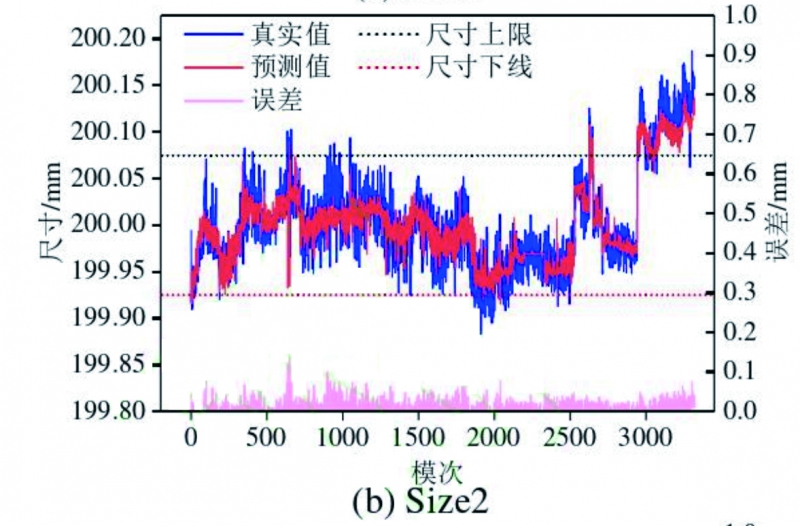
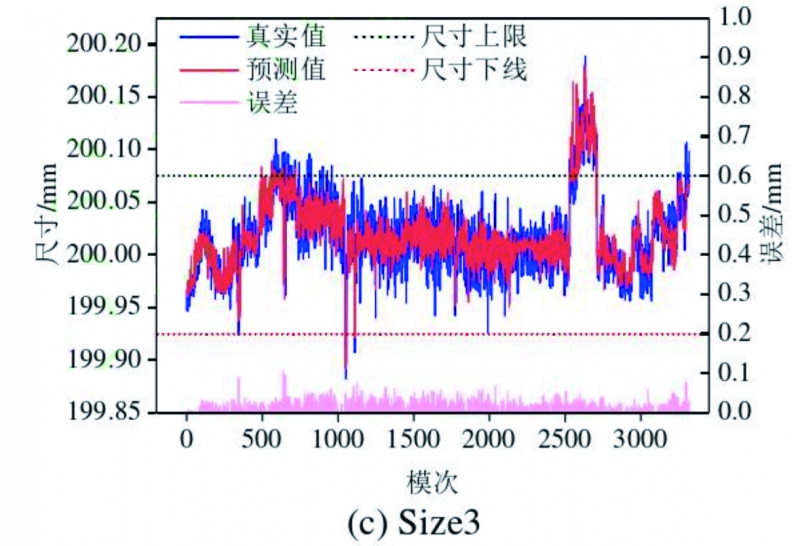
所提出的模型預(yù)測(cè)效果如圖7所示���?�?梢钥闯觯A(yù)測(cè)值曲線與真實(shí)值曲線較為吻合��,模型具有較高的預(yù)測(cè)準(zhǔn)確性���。此外�,預(yù)測(cè)曲線的波動(dòng)與真實(shí)曲線的波動(dòng)趨勢(shì)基本一致,表明工藝變動(dòng)導(dǎo)致的尺寸變化能被模型準(zhǔn)確捕捉��,驗(yàn)證了模型在處理數(shù)據(jù)動(dòng)態(tài)變化方面的有效性����。
圖7TCN-BiGRU-SE模型預(yù)測(cè)效果。
3.3.3穩(wěn)定性檢驗(yàn)
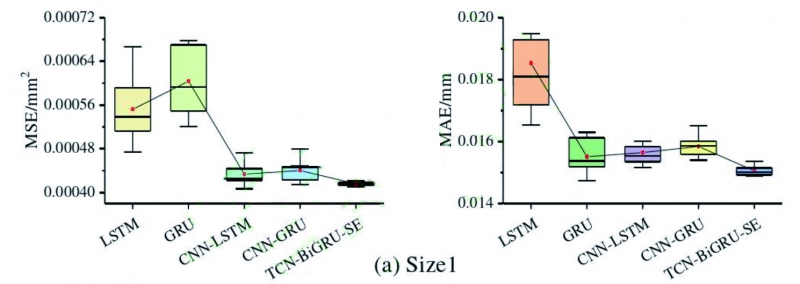
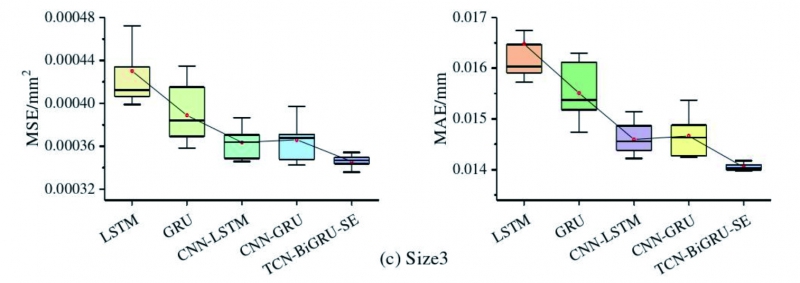
深度學(xué)習(xí)模型由于其復(fù)雜的結(jié)構(gòu)和高維參數(shù)空間,容易受到隨機(jī)初始化和數(shù)據(jù)分布變化等因素的影響,從而導(dǎo)致模型性能在不同訓(xùn)練過程中出現(xiàn)波動(dòng)��。因此���,進(jìn)行穩(wěn)定性檢驗(yàn)是必要的���。為了驗(yàn)證本文提出的TCN-BiGRU-SE模型的穩(wěn)定性����,將預(yù)測(cè)效果較好的一些模型進(jìn)行了10次獨(dú)立的訓(xùn)練與測(cè)試,繪制箱線圖��,如圖8所示���?�?煽闯觯岢龅哪P偷牟▌?dòng)范圍最小,穩(wěn)定性最好��。
3.4消融實(shí)驗(yàn)
3.4.1特征融合消融
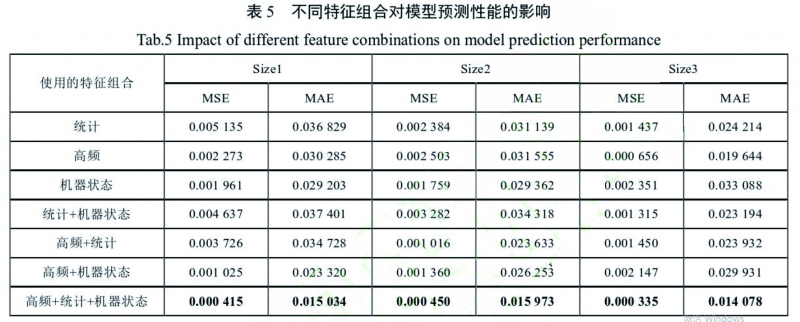
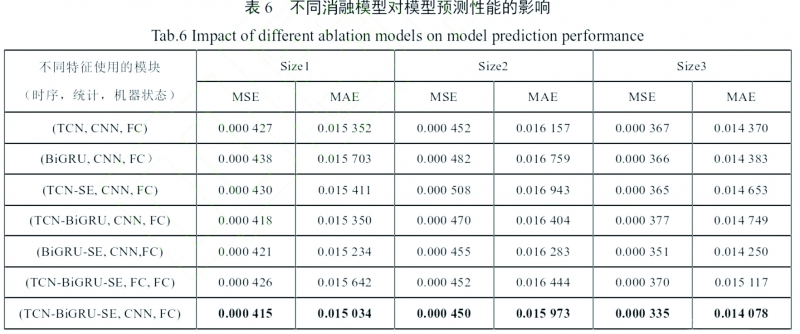
為了評(píng)估不同特征組合對(duì)注塑件尺寸預(yù)測(cè)模型的影響��,研究進(jìn)行了消融實(shí)驗(yàn)�����,測(cè)試了統(tǒng)計(jì)特征、高頻傳感器特征和機(jī)器狀態(tài)特征的單獨(dú)使用及其組合效果�����。表5展示了不同特征組合對(duì)模型預(yù)測(cè)性能的影響。相比單獨(dú)使用統(tǒng)計(jì)特征時(shí),采用高頻+統(tǒng)計(jì)+機(jī)器狀態(tài)特征的組合后,Sizel的MSE和MAE分別降低了91.9%和59.2%,Size2的MSE和MAE分別減少了81.1%和48.7%,Size3的MSE和MAE分別降低了76.7%和41.8%���。與任意兩種特征組合相比,三特征融合在MSE和MAE上的性能表現(xiàn)均顯著優(yōu)越。結(jié)果表明��,多特征融合顯著提升了模型的預(yù)測(cè)性能��,有效降低了預(yù)測(cè)誤差���。
3.4.2模塊消融
為了驗(yàn)證所提出的TCN-BiGRU-SE多特征融合模型中各模塊的有效性�����,需要進(jìn)行模塊消融實(shí)驗(yàn)。在消融實(shí)驗(yàn)中����,分別測(cè)試了移除或替換TCN�、BiGRU和SE模塊后的模型性能��,以評(píng)估每個(gè)模塊的獨(dú)立貢獻(xiàn)。對(duì)不同消融模型進(jìn)行了多次獨(dú)立的訓(xùn)練和測(cè)試,結(jié)果取均值����,如表6所示��。在Sizel上,TCN-BiGRU相比僅使用BiGRU進(jìn)行時(shí)序特征提取時(shí)��,MSE降低了4.6%,表明TCN模塊在捕捉長時(shí)間依賴關(guān)系上發(fā)揮了重要作用�。TCN通過卷積操作,能夠更高效地提取全局時(shí)序特征����。當(dāng)增加SE注意力后��,MSE有一定幅度的下降。這表明SE注意力通過自適應(yīng)調(diào)整各特征通道的權(quán)重��,能夠增強(qiáng)重要特征的表達(dá)����,削弱無關(guān)特征,從而進(jìn)一步優(yōu)化了整體模型的表現(xiàn)。在Size2和Size3上���,完整模型的MSE比僅使用BiGRU分別減少了6.6%和8.5%,進(jìn)一步證明了TCN、BiGRU和SE模塊的協(xié)同作用。整體來看����,多模塊的合理結(jié)合��,提高了模型的預(yù)測(cè)精度,在模型計(jì)算效率與復(fù)雜度之間找到了較好的平衡����。
此外�����,通過對(duì)比TCN-BiGRU-SE,FC,FC和TCN-BiGRU-SE,CNN,FC模型����,發(fā)現(xiàn)使用CNN降維的誤差比FC降維略低,且FC參數(shù)多��、計(jì)算復(fù)雜度高�����,因此��,采用將不同類型的統(tǒng)計(jì)特征進(jìn)行通道堆疊后再使用CNN進(jìn)行降維的策略,可以減少模型復(fù)雜度��,優(yōu)化模型性能��。
圖8模型穩(wěn)定性箱線圖
3.5泛化性檢驗(yàn)
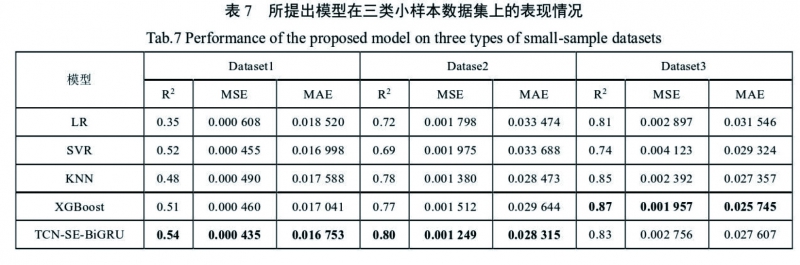
為驗(yàn)證所提出模型的泛化性��,在三種小樣本產(chǎn)品的數(shù)據(jù)集上進(jìn)行了實(shí)驗(yàn)。以線性回歸(LR)����、SVR�、K近鄰算法(KNN)和XGBoost作為對(duì)比基準(zhǔn),以確保實(shí)驗(yàn)結(jié)果的代表性�。同樣對(duì)尺寸進(jìn)行預(yù)測(cè)��,模型的表現(xiàn)如表7所示。Dataset1為注塑外殼產(chǎn)品數(shù)據(jù)集����,Dataset2和Dataset3則為注塑堆疊箱產(chǎn)品數(shù)據(jù)集���,兩者的區(qū)別在于不同的注塑工藝條件��。實(shí)驗(yàn)結(jié)果表明,TCN-BiGRU-SE模型在三類不同產(chǎn)品的尺寸預(yù)測(cè)上同樣表現(xiàn)出色����。在Dataset1和Dataset2上,其R²���、MSE和MAE均優(yōu)于對(duì)比模型;在Dataset3中���,盡管所提出的模型未能取得最優(yōu)R²,但其誤差控制依然良好,接近最佳結(jié)果�����,展現(xiàn)了較強(qiáng)的泛化性�����。
4 總結(jié)
(1)分析注塑過程的基本原理及特征數(shù)據(jù)來源���,選取典型注塑數(shù)據(jù)集�����,分析注射和保壓階段對(duì)產(chǎn)品質(zhì)量的影響。通過提取注射����、保壓階段時(shí)序特征的定量特征值和無量綱值��,將其在通道上進(jìn)行堆疊,形成三維的補(bǔ)充特征集���,為模型提供數(shù)據(jù)支持。
(2)提出基于TCN-BiGRU-SE的多特征融合預(yù)測(cè)模型�����。通過兩階段的特征提取策略�����,充分提取高頻傳感器數(shù)據(jù)、統(tǒng)計(jì)特征和機(jī)器狀態(tài)等不同來源的深度特征����,并進(jìn)行有效融合���,提升了模型在注塑過程中的動(dòng)態(tài)變化捕捉能力和預(yù)測(cè)精度��。
(3)將模型與傳統(tǒng)機(jī)器學(xué)習(xí)和常見深度學(xué)習(xí)模型進(jìn)行比較,結(jié)果表明,TCN-BiGRU-SE在多項(xiàng)評(píng)價(jià)指標(biāo)(R²�����、MSE�����、MAE)上均表現(xiàn)更佳����,精度提升約10%;通過10次獨(dú)立的穩(wěn)定性檢驗(yàn)���,箱線圖顯示模型在不同訓(xùn)練過程中保持了較高的穩(wěn)定性;通過模塊消融和特征融合消融實(shí)驗(yàn),驗(yàn)證了TCN��、BiGRU��、SE模塊各自的獨(dú)立貢獻(xiàn)及其協(xié)同作用�,展現(xiàn)了多特征融合在提升模型性能上的效果����。
(4)通過三類注塑小樣本數(shù)據(jù)集進(jìn)行泛化性檢驗(yàn)���,結(jié)果顯示TCN-BiGRU-SE模型在小樣本條件下具有良好的泛化能力�����。在不同工藝條件下���,模型能穩(wěn)定捕捉工藝變化特征�,表現(xiàn)出較強(qiáng)的適應(yīng)性�。
參考文獻(xiàn):
[1] 王新銘,黨開放,馬藝濤���,等.注塑機(jī)故障診斷技術(shù)進(jìn)展[J]. 塑料工業(yè),2023,51(11):15-20.
[2]KHOSRAVANIMR,NASIRI S.Injection molding manufacturing process:review of case-based reasoning applications [J].Journal of Intelligent Manufacturing, 2020,31:847-864.
[3] 劉永興�,唐小琦����,鐘靖龍�,等.基于輕量級(jí)梯度提升機(jī)的非對(duì)稱風(fēng)險(xiǎn)注塑成形產(chǎn)品尺寸預(yù)測(cè)模型[J]. 中國機(jī)械工程,2022,33(8):965-969.
[4] LOCKNER Y,HOPMANN C,ZHAO W.Transferlearning with artificial neural networks between injection molding processes and different polymer materials[J].Journal of Manufacturing Processes,2021, 73(2):395-408.
[5] 陳昱�����,項(xiàng)薇�����,龔川.基于數(shù)據(jù)挖掘的注塑產(chǎn)品質(zhì)量在線故障檢測(cè)及預(yù)測(cè)[J]. 中國機(jī)械工程����,2023,34(14):1749-1755.
[6]LU Fanlci,GUI Wcihua,QIN Liyang,ct al.A Novcl Semi-Supervised Prediction Modeling Method based on Deep Learning for Flotation Process With Large Drift of Working Conditions [J].Advanced Engineering Informatics,2024,62(Part D):1-9.
[7] SOBRIE L,VERSCHELDE M,HENNE V,et al. Capturing complexity over space and time via deep learning:An application to real-time delay prediction in railways [J].European Journal of Operational Research, 2023,310(3):1201-1217
[8]ZHOU Jingtao,ZHAO Xuan,GAO Jing.Tool Remaining Useful Life Prediction Method based on LSTM Under Variable Working Conditions J]. International Journal of Advanced Manufacturing Technology,2019,104:4715-4726.
[9]LIANG Hua.Comprehensive Early Warning of Power Quality in Distribution Network based on Deep Learning[J].Wireless Networks,2024,30:6371-6384.
[10]MUAZM,YU Hanxin,SUNGWL,et al.A Multitask Encoder-Decoder Model for Quality Prediction in Injection Moulding [J].Journal of Manufacturing Processes,2023,103:238-247.
[11]XIE Tingli,HUANG Xufeng,CHOISK.Intelligent mechanical fault diagnosis using multisensor fusion and convolutional neural network [J].IEEE Transactions on Industrial Informatics,2022,18(5):3213-3223.
[12]DUAN Xiaoyan,XUE Linlin,LEI Chunli,et al.Rolling bearing fault diagnosis method based on multi- information fusion characteristics under complex working conditions [J].Applied Acoustics,2023,214: 109685.
[13]MA Tianchi,SHEN Junxian,SONG Di,et al.Multi- sensor and multi-level information fusion model for compressor blade crack detection [J].Measurement, 2023,222:113622.
[14]錢慶杰���,余軍合��,戰(zhàn)洪飛,等.基于DL-BiGRU 多特征融合的注塑件尺寸預(yù)測(cè)方法[J]. 浙江大學(xué)學(xué)報(bào)(工 學(xué)版),2024,58(3):646-654.
[15]CHENJianyu,ZHUANG Jiaxiang, HUANG Mingshyan.Enhancing the quality stability of injection molded parts by adjusting V/P switchover point and holding prcssurc[J].Polymcr,2021,213:123332.
[16]LÓPEZ A,AISA J,MARTINEZ A,et al.Injection moulding parameters influence on weight quality of complex parts by application of DOE:Case study [J]. Measurement,2016,90:349-356.
[17]Bai S,Kolter JZ,Koltun V.An empirical evaluation of generic convolutional and recurrent networks for sequence modeling [J].arxiv preprint arxiv:1803.01271, 2018.
[18]Chung J,Gulcehre C,Cho K H,et al.Empirical evaluation of gated recurrent neural networks on sequence modeling [J].arxiv preprint arxiv:1412.3555, 2014.
[19]HU Jie,SHEN Li,SUN Gang.Squeeze-and-Excitation Networks [C]//IEEE/CVF Conference on Computer Vision and Pattern Recognition,Salt Lake City,UT, USA,2018:7132-7141.
[20]BOGEDALE L,DOERFEL S,SCHRODT A,et al. online prediction of molded part quality in the injection molding process using high-resolution time series [J]. Polymers,2023,15(4):978.


























 玻纖含量對(duì)長玻纖...
玻纖含量對(duì)長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













